À medida que avançamos em 2026, a rápida adoção da tecnologia de nitreto de gálio (GaN) e a corrida pela densidade de potência ultra-alta empurraram o mercado global de carregamento rápido para uma competição de “nível milimétrico”. Se você ainda acha que uma fábrica de moldes de carregadores personalizados é apenas um OEM, essa percepção desatualizada pode custar à sua marca o jogo inteiro durante a fase de testes T1.
Os compradores B2B de hoje não se concentram mais apenas no preço unitário. Eles se preocupam em como, em projetos de moldes de alta cavidade, a compatibilidade de soldagem ultrassônica de cada alojamento pode manter uma margem de erro de ±0,05 mm. Isso não é apenas cosmético – afeta diretamente o fluxo de ar, a resistência estrutural e o gerenciamento térmico para carregadores de 240 W ou mesmo de 300 W. A conclusão é clara: a precisão do seu molde determina tanto a potência máxima do seu produto quanto o posicionamento premium da sua marca.
Desafios comuns no desenvolvimento de caixas de carregadores personalizados

Depois de 15 anos no círculo de produtos eletrônicos de consumo, vi muitas marcas reduzirem os custos de moldes em alguns milhares de dólares, apenas para pagar por isso com retornos dispendiosos. As caixas do carregador parecem simples, mas estão repletas de desafios ocultos.
Estresse e deformação do material: os carregadores rápidos modernos empilham densamente os componentes internos. Qualquer espessura irregular da parede leva a concentrações de tensão durante a moldagem. Os pontos problemáticos típicos incluem linhas divisórias ásperas e marcas de afundamento.
Marcas de afundamento e deformação: especialmente para materiais retardadores de chamas de PC, um projeto de resfriamento inadequado do molde pode causar depressões visíveis na superfície, uma falha fatal para carregadores de GaN premium.
Flash: selecionar o aço do molde errado ou uma precisão de usinagem insuficiente pode resultar no derramamento de excesso de material nas costuras, muitas vezes antes mesmo de atingir 50.000 ciclos.
Problemas de compatibilidade de montagem: muitos moldes não consideram pontos de coleta de montagem automatizados posteriores, aumentando os custos de mão de obra durante a montagem. Oferecendo a você Private Mold Power Bank 2026: Guia de compras e crescimento B2B.
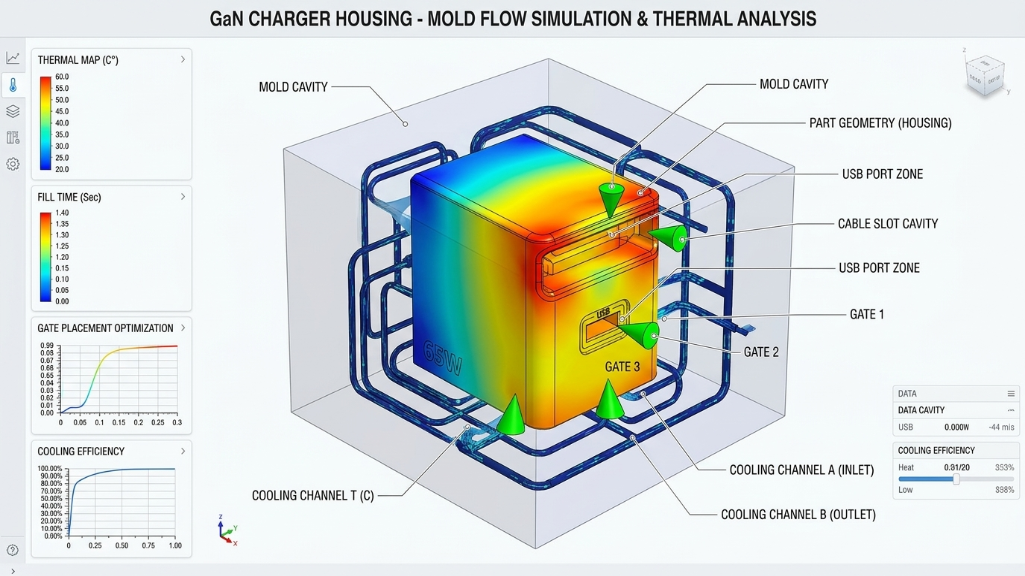
Como as ferramentas de alta precisão afetam a percepção da sua marca
A sensação premium é tátil. Texturas foscas finas ou acabamentos espelhados dependem inteiramente da precisão da EDM (Usinagem por Descarga Elétrica). Uma fábrica de moldes de primeira linha utiliza a análise do fluxo do molde para prever bolhas e linhas de separação antes do início da produção.
Se você pretende criar plugues dobráveis, as tolerâncias para as posições das dobradiças são ainda mais rigorosas: muito solto parece barato, muito apertado torna a operação do usuário frustrante.
Principais padrões técnicos de uma fábrica de moldes de carregador premium
Estamos falando de moldes de precisão de nível industrial, capazes de suportar milhões de unidades, e não de fundição em areia em nível de oficina.
Seleção de materiais: Por que ABS+PC requer ferramentas de precisão
O material principal para carregadores rápidos é uma mistura de ABS+PC, equilibrando resistência e retardamento de chama, mas o encolhimento é extremamente difícil de controlar.
Os principais fornecedores compensam a contração específica do material no projeto do molde. A tabela a seguir resume os aços para moldes recomendados para vários níveis de potência do carregador em 2026:
| Faixa de potência do carregador | Aço para molde recomendado | Vida útil esperada do molde (ciclos) | Compatibilidade com acabamento de superfície | Vantagem principal |
|---|---|---|---|---|
| 30W–65W (GaN) | 718H/S136 | 300.000–500.000 | Alto brilho/Textura fina | Custo e durabilidade equilibrados |
| 100W–240W (PD 3.1) | S136 (endurecido) | mais de 1.000.000 | Espelho/Textura ultrafina | Alta estabilidade térmica, resistente à corrosão |
| Automotivo / Personalizado | Aço H13 | mais de 500.000 | Fosco/Padronizado | Resistência à fadiga em altas temperaturas, ideal para paredes espessas |
| Parâmetro de projeto | Fábrica Tradicional | AOVOLT otimizado | Impacto direto no produto |
|---|---|---|---|
| Espessura média da parede | 1,8–2,2 mm | 1,0–1,5 mm | Volume reduzido de 15 a 20%, caminhos térmicos mais curtos |
| Controle de tolerância | ±0,15 mm | ±0,03 mm | Elimina o estresse de empilhamento interno em projetos de GaN |
| Layout da cavidade | 12 ou 14 | Múltiplas cavidades de alta eficiência | Produtividade 40% maior, redução do custo de P&D por unidade |