Вступая в 2026 год, быстрое внедрение технологии нитрида галлия (GaN) и гонка за сверхвысокой плотностью мощности выдвинули глобальный рынок быстрой зарядки на конкуренцию «на миллиметровом уровне». Если вы все еще думаете, что завод по производству форм для зарядных устройств по индивидуальному заказу — это всего лишь OEM-производитель, такое устаревшее представление может стоить вашему бренду всей игры на этапе тестирования T1.
Сегодняшние B2B-покупатели больше не сосредотачиваются исключительно на цене за единицу товара. Их заботит то, чтобы в конструкциях пресс-форм с большими полостями совместимость каждого корпуса с ультразвуковой сваркой могла поддерживать погрешность в пределах ±0,05 мм. Это не просто косметический эффект — это напрямую влияет на воздушный поток, прочность конструкции и управление температурой зарядных устройств мощностью 240 или даже 300 Вт. Вывод очевиден: точность вашей формы определяет как максимальную выходную мощность вашего продукта, так и премиальное позиционирование вашего бренда.
Общие проблемы при разработке корпусов для индивидуальных зарядных устройств

После 15 лет работы в сфере бытовой электроники я видел, как многие бренды сокращали расходы на пресс-формы на несколько тысяч долларов только для того, чтобы заплатить за это дорогостоящие доходы. Корпуса зарядных устройств кажутся простыми, но таят в себе скрытые проблемы.
Нагрузка и коробление материала. Современные устройства для быстрой зарядки плотно укладывают внутренние компоненты. Любая неравномерная толщина стенок приводит к концентрации напряжений во время формования. Типичными болевыми точками являются грубые линии разделения и вмятины.
Следы и деформация: в частности, для огнестойких материалов ПК, плохая конструкция охлаждения формы может привести к появлению видимых впадин на поверхности — фатальный недостаток для зарядных устройств GaN премиум-класса.
Вспышка: выбор неправильной стали для пресс-формы или недостаточная точность обработки могут привести к высыпанию избыточного материала по швам, часто еще до достижения 50 000 циклов.
Проблемы совместимости сборки. Многие формы не учитывают более поздние точки автоматического выбора сборки, что приводит к увеличению трудозатрат во время сборки. Предлагаем вам Private Mold Power Bank 2026: Руководство по развитию B2B и закупкам.
Как высокоточные инструменты влияют на восприятие вашего бренда
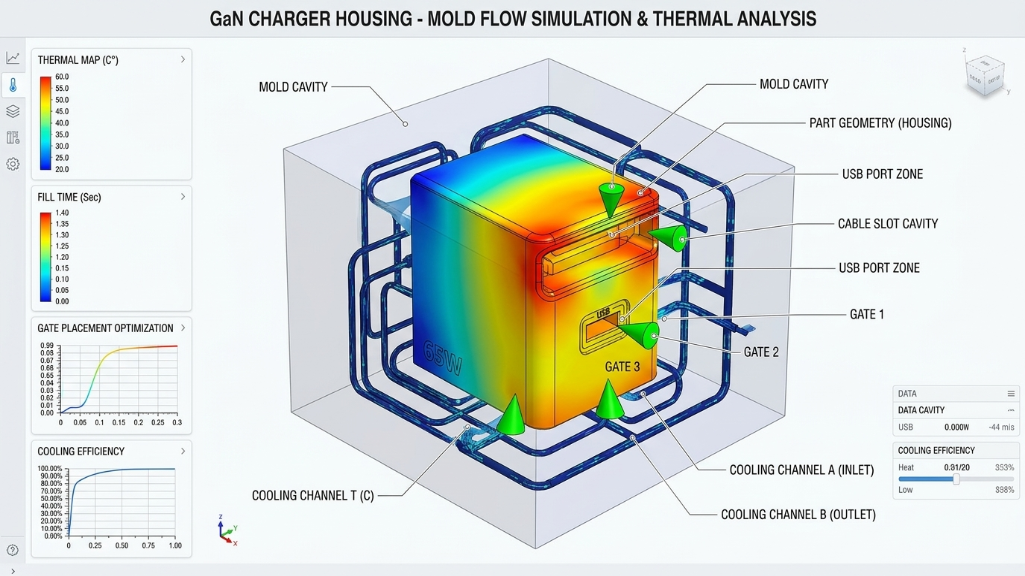
Премиум-ощущение ощущается тактильно. Тонкая матовая текстура или зеркальная поверхность полностью зависят от точности электроэрозионной обработки (электроэрозионной обработки). Ведущая фабрика по производству пресс-форм использует анализ текучести пресс-форм для прогнозирования пузырьков и линий разъема еще до начала производства.
Если вы хотите создать складные заглушки, допуски на положение петель будут еще более строгими: слишком свободные петли кажутся дешевыми, слишком тугие затрудняют работу пользователя.
Основные технические стандарты завода пресс-форм премиум-класса
Мы говорим о прецизионных формах промышленного уровня, способных выдерживать миллионы изделий, а не о литье в песчаные формы на уровне мастерской.
Выбор материала: почему ABS+PC требует прецизионных инструментов
Основным материалом для устройств быстрой зарядки является смесь ABS+PC, сочетающая в себе прочность и огнестойкость, но усадку чрезвычайно трудно контролировать.
Лучшие поставщики компенсируют усадку конкретного материала в конструкции пресс-формы. В следующей таблице приведены рекомендуемые стали пресс-форм для различных уровней мощности зарядных устройств в 2026 году:
| Диапазон мощности зарядного устройства | Рекомендуемая сталь пресс-формы | Ожидаемый срок службы пресс-формы (циклов) | Совместимость отделки поверхности | Основное преимущество |
|---|---|---|---|---|
| 30–65 Вт (GaN) | 718H / S136 | 300 000–500 000 | Глянец/тонкая текстура | Сбалансированная стоимость и долговечность |
| 100–240 Вт (PD 3.1) | S136 (усиленный) | 1 000 000+ | Зеркало/сверхтонкая текстура | Высокая термическая стабильность, устойчивость к коррозии |
| Автомобильная/индивидуальная | Сталь H13 | 500 000+ | Матовый/с рисунком | Сопротивление усталости при высоких температурах, идеально подходит для толстых стенок |
| Параметры конструкции | Традиционная фабрика | Оптимизировано AVOLT | Прямое влияние на продукт |
|---|---|---|---|
| Средняя толщина стенки | 1,8–2,2 мм | 1,0–1,5 мм | Объем уменьшен на 15–20 %, более короткие тепловые пути |
| Контроль допуска | ±0,15 мм | ±0,03 мм | Устраняет внутреннее напряжение суммирования в конструкциях GaN |
| Схема полости | 12 или 14 | Высокоэффективный многорезонаторный | Производительность выше на 40 %, снижается стоимость НИОКР на единицу продукции |