2026 年を迎えるにあたり、窒化ガリウム (GaN) テクノロジーの急速な導入と超高電力密度の競争により、世界の急速充電市場は「ミリメートルレベル」の競争に突入しています。カスタマイズされた充電器の金型工場が単なる OEM であるとまだ考えている場合、その時代遅れの認識により、T1 テスト段階でブランド全体が犠牲になる可能性があります。
今日の B2B バイヤーは、もはや単価だけに注目していません。彼らは、高キャビティ金型設計の下で、各ハウジングの超音波溶接互換性がどのようにして誤差範囲を ±0.05mm 以内に維持できるかに関心を持っています。これは見た目だけではなく、240W または 300W 充電器のエアフロー、構造強度、熱管理に直接影響します。要点は明らかです。金型の精度によって、製品の最大出力とブランドのプレミアムな位置付けが決まります。
カスタム充電器ハウジング開発における一般的な課題

家電製品業界で 15 年間働いてきた私は、多くのブランドが金型コストを数千ドル削減したにもかかわらず、その代償として高額な利益を支払っているのを見てきました。充電器のハウジングはシンプルに見えますが、隠れた課題がたくさんあります。
材料の応力と反り: 最新の急速充電器は、内部コンポーネントを高密度に積み重ねます。肉厚が不均一であると、成形中に応力が集中します。一般的な問題点には、粗いパーティング ラインやヒケが含まれます。
ヒケと変形: 特に PC 難燃性材料の場合、金型の冷却設計が不十分であると、表面に目に見える凹みが生じる可能性があります。これは、プレミアム GaN 充電器にとって致命的な欠陥です。
フラッシュ: 間違った金型鋼の選択や不十分な加工精度により、多くの場合 50,000 サイクルに達する前に、継ぎ目から余分な材料がこぼれ出る可能性があります。
アセンブリの互換性の問題: 多くの金型は、後の自動アセンブリ ピック ポイントを考慮していないため、アセンブリ中の人件費が増加します。 Private Mold Power Bank 2026: B2B の成長と購入ガイドを提供します。
高精度ツールがブランド認識に与える影響
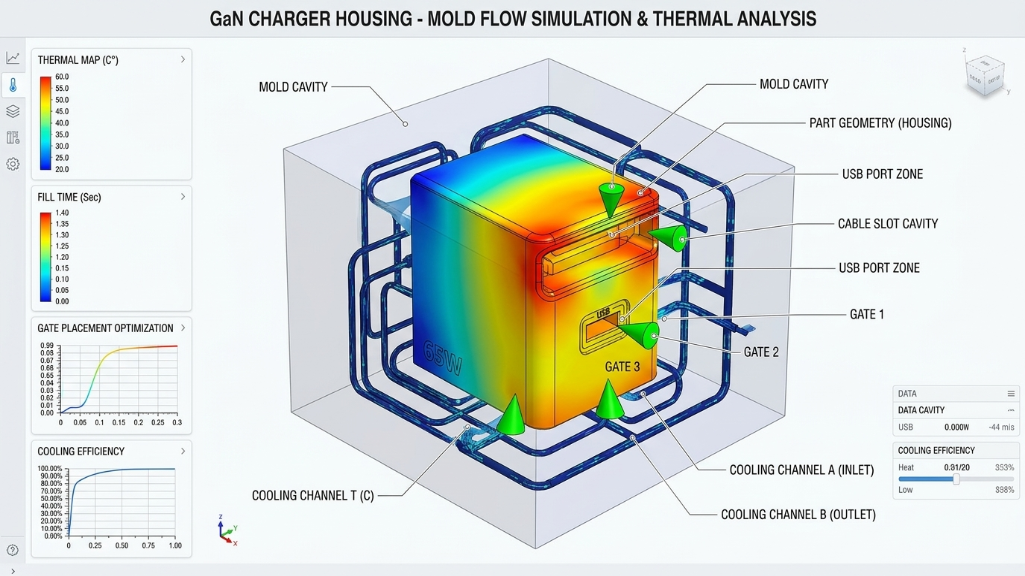
プレミアムな触感。細かいマットな質感や鏡面仕上げは、すべて EDM (放電加工) の精度に依存します。一流の金型工場では、金型フロー解析を使用して、生産開始前に気泡やパーティング ラインを予測しています。
折りたたみ可能なプラグを作成することを目的としている場合、ヒンジ位置の公差はさらに厳しくなります。緩すぎると安っぽい印象があり、きつすぎるとユーザーの操作がイライラします。
プレミアム充電器金型工場の主要な技術基準
ここで話しているのは、工場レベルの砂型鋳造ではなく、何百万ものユニットをサポートできる工業グレードの精密金型についてです。
材料の選択: ABS+PC に精密工具が必要な理由
急速充電器の主流の素材は ABS+PC ブレンドで、靭性と難燃性のバランスが取れていますが、収縮の制御は非常に困難です。
トップサプライヤーは、金型設計で材料固有の収縮を補正します。次の表は、2026 年のさまざまな充電器電力レベルに対して推奨される金型鋼をまとめたものです。
| 充電器の電力範囲 | 推奨金型鋼 | 金型の予想寿命 (サイクル) | 表面仕上げの互換性 | コアアドバンテージ |
|---|---|---|---|---|
| 30W~65W (GaN) | 718H / S136 | 300,000~500,000 | 高光沢 / 上質な質感 | バランスの取れたコストと耐久性 |
| 100W~240W (PD 3.1) | S136 (硬化) | 1,000,000+ | ミラー / 超微細テクスチャ | 高い熱安定性、耐腐食性 |
| 自動車 / カスタム | H13 鋼 | 500,000+ | マット / パターン付き | 高温疲労耐性、厚肉に最適 |
| 設計パラメータ | 伝統的な工場 | AOVOLT の最適化 | 製品への直接的な影響 |
|---|---|---|---|
| 平均肉厚 | 1.8 ~ 2.2 mm | 1.0 ~ 1.5mm | 体積が 15 ~ 20% 減少し、熱経路が短くなりました |
| 公差制御 | ±0.15mm | ±0.03mm | GaN 設計における内部積層ストレスを排除 |
| キャビティのレイアウト | 12 または 14 | 高効率マルチキャビティ | 生産性が 40% 向上し、ユニットあたりの研究開発コストが削減 |