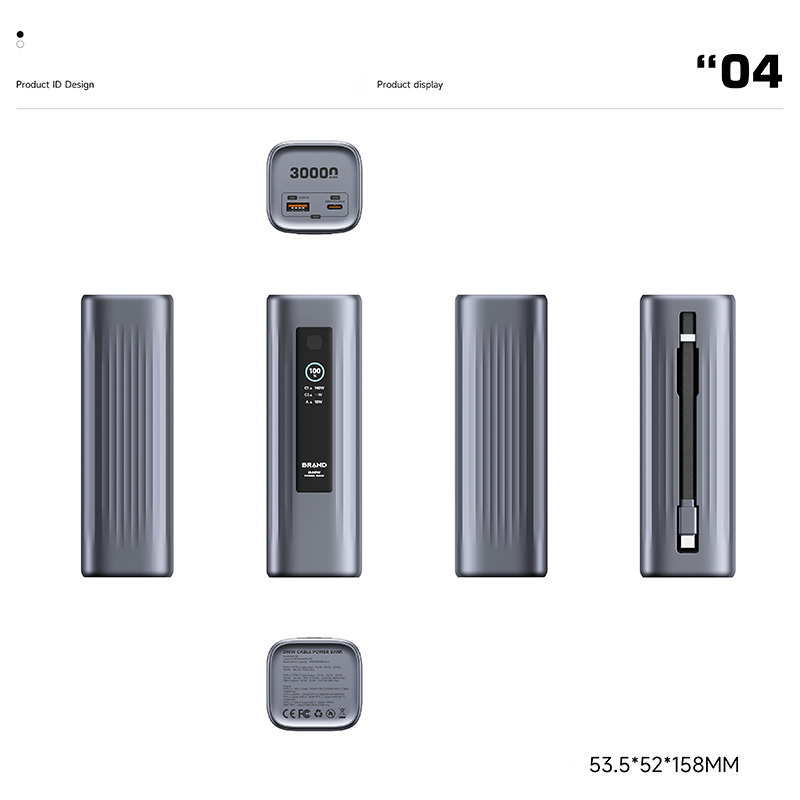
Dans le contexte concurrentiel de l'électronique grand public de 2026, trouver des accessoires de charge mobiles authentiques relève du parcours du combattant. Pourtant, la réalité est assez claire. Prenons l'exemple des chargeurs GaN multiprotocoles 140 W classiques ou des batteries externes haut de gamme équivalentes : si vous vous approvisionnez auprès d'un fabricant OEM/ODM direct disposant de capacités de R&D et de moulage par injection en interne, les prix FOB se situent généralement entre 18 et 26 $ – selon le microcontrôleur choisi et les exigences strictes en matière de résistance interne des cellules.
Si votre achat dépasse 30 $, vous financez malheureusement probablement un intermédiaire sans même disposer d'une machine de placement de composants. Pour sortir de cette impasse, il est essentiel d'abandonner complètement les usines d'assemblage classiques et de privilégier les usines verticalement intégrées qui maîtrisent en interne la fabrication des moules, le moulage par injection et la R&D des cartes électroniques.
Guide d'approvisionnement 2026 : Comment identifier une véritable usine d'accessoires de recharge pour téléphones portables
Lorsque les capacités des batteries et la consommation d'énergie des appareils atteignent leurs limites physiques, les accessoires de charge mobile sont passés du statut de simples périphériques à celui de véritables outils techniques. Pour les acheteurs étrangers, submergés par les annuaires de fournisseurs, les images de synthèse attrayantes des usines peuvent être trompeuses.
La production manufacturière est une discipline d'ingénierie qui repose sur des compromis et des limites. Si une usine ne maîtrise pas les matériaux ou ne contrôle pas ses moules critiques, elle est condamnée à rester dans un marché de niche, constamment en train de pratiquer des prix inférieurs à ceux de ses concurrents.
Le dilemme des usines à sources « vraies ou fausses »
Le sud de la Chine abrite des milliers d'ateliers d'assemblage. Nombre d'entre eux utilisent des cartes électroniques standardisées (PCBA) provenant de fournisseurs de solutions en amont, les intègrent dans des moules génériques, y vissent quelques vis et se présentent comme des « usines de sous-traitance ». Ce modèle a peut-être fonctionné à l'époque des alimentations 5 V/1 A, mais en 2026, il représente une bombe à retardement susceptible d'entraîner des plaintes de la part des utilisateurs finaux et l'effondrement des marques.
Pourquoi Pure Assembly échoue au test de haute puissance de 140 W
La densité de puissance est un mur de soupirs.
Augmenter la puissance d'un chargeur à 140 W ne se résume pas à ajouter des transistors GaN. Lorsqu'une surface de la taille d'un ongle doit gérer des centaines de watts de conversion d'énergie, le risque d'emballement thermique explose. Les usines d'assemblage, souvent dépourvues même de logiciels de simulation thermique basiques, pourraient-elles accepter de telles commandes ?
Chez AOVOLT, notre équipe R&D a consacré d'innombrables heures à optimiser la puissance de sortie dans notre laboratoire. En tant que fournisseur de premier plan de batteries externes à charge rapide de 140 W, nous savons que les pertes magnétiques dans les transformateurs haute fréquence et la capacité parasite des dispositifs de commutation peuvent générer des interférences électromagnétiques et une chaleur importantes à pleine charge. Pour éliminer ces problèmes, nous avons entièrement repensé la topologie, intégré des plaques de dissipation thermique en graphène sur mesure et appliqué une encapsulation sous vide, ce qui a permis de réduire la température du boîtier de 8 °C dans un format ultra-compact.
C’est là tout l’avantage concurrentiel de l’intégration de solutions de recharge intelligentes B2B. Les ouvriers d’une chaîne de montage classique ne peuvent pas créer un tel avantage.
Fragmentation de protocole : le tueur silencieux
D’ici 2026, si une usine ne maîtrise pas l’intégralité des protocoles de communication inter-marques, ses chargeurs PPS PD3.0 multiprotocoles seront, de fait, incomplets. Voici un aperçu du fonctionnement essentiel d’un protocole de charge rapide et de la manière dont AOVOLT remédie aux problèmes courants :
| Protocole de charge rapide | Pièges courants en assemblage pur | Contre-mesures de recherche et développement d'AOVOLT |
|---|---|---|
| PD 3.0 / EPR 28V/5A (140W max) | Une coupure de communication au niveau de la broche CC ou du câble EPR provoque une limitation de la puissance de l'appareil à 60 W ou une déconnexion. | Algorithme de prise de contact réécrit avec retransmissions multiples pour une réponse en millisecondes et aucune perte de paquets |
| PPS 3,3–21 V dynamique | Les paliers de tension de 20 mV manquent de précision, ce qui provoque une surchauffe ou un rejet de charge dans les appareils haut de gamme. | Les amplificateurs opérationnels de haute précision et les circuits anti-interférences réduisent l'ondulation de sortie. |
| QC 3.0 / FCP / SCP | La perte de ligne déclenche la protection contre les sous-tensions lors d'une sortie à courant élevé | La compensation intelligente de chute de tension du câble ajuste dynamiquement la tension de sortie |
| AFC / Apple 2.4A / BC 1.2 | Des conflits de tension sur les broches D+/D- empêchent la charge des appareils anciens. | Les réseaux de diviseurs de tension indépendants assurent l'isolation physique et la détection intelligente |
Un système de compatibilité aussi complexe exige un développement et un débogage au niveau du micrologiciel. Les solutions prêtes à l'emploi ne peuvent s'adapter aux nouvelles mises à jour des systèmes téléphoniques, ce qui empêche de corriger les bogues.
Coûts cachés et risques liés à la sous-traitance des moules
Même après avoir maîtrisé la conception électrique, l'aspect extérieur du matériel reste un facteur crucial. De nombreux responsables des achats internationaux pensent à tort que la fourniture de dessins 3D suffit à n'importe quelle usine pour fabriquer le produit.
La dure réalité : l’externalisation des moules engendre des retards interminables. Si une goupille gêne le prototypage ou si la tolérance d’une bobine est de 0,1 mm, l’usine d’assemblage doit se concerter avec le fournisseur de moules, ce qui peut entraîner des pertes de plusieurs semaines. Le partage de plans de produits non commercialisés avec un tiers soulève également des risques importants en matière de propriété intellectuelle.
Chez AOVOLT, nous maîtrisons l'ouverture des moules et le moulage par injection en interne, car c'est ce qui fait la force de notre usine. De l'usinage CNC de l'acier à l'électroérosion, en passant par des dizaines de presses à injection fonctionnant 24 h/24 et 7 j/7, chaque étape se déroule au sein de notre usine à circuit fermé. Besoin d'ajuster la forme ? Nos ingénieurs se rendent sur place et produisent un prototype modifié en seulement 3 heures.
Compétences clés d'un partenaire OEM/ODM de premier plan
La prise en charge de 140 W et de plusieurs protocoles n'est qu'un premier pas. Pour se démarquer sur le marché mondial ultra-concurrentiel de 2026, un fournisseur B2B de produits électroniques grand public haut de gamme doit également franchir un cap invisible.
Personnalisation haut de gamme et conception d'identité distinctive

La véritable valeur ajoutée réside dans des designs que les usines ordinaires ne peuvent reproduire. Lorsque les rayons regorgent de produits identiques, ceux qui se distinguent par des solutions de recharge magnétique sans fil personnalisées deviennent bien plus que de simples chargeurs : ils s’intègrent à l’esthétique du bureau et s’inspirent de l’univers cyberpunk.
L'expertise d'AOVOLT en matière de conception repose sur les compromis entre couleur, matériau et finition (CMF) et l'empilement des composants internes. Pour un produit magnétique ultra-mince récemment réalisé pour un client nord-américain, nous avons obtenu les résultats suivants :
-
Épaisseur inférieure à 10 mm
-
Toucher de silicone liquide doux pour la peau
-
Aimants N52H sans obstruer les grands modules de caméra
Ce niveau de difficulté est catastrophique pour les usines de moules classiques. Grâce à l'utilisation de cellules polymères sur mesure et d'un moulage par injection bicolore avancé avec IMD, nous avons combiné la rigidité du métal à la souplesse du silicone sans colle secondaire, améliorant ainsi le rendement et la précision d'assemblage.
Création d'une chaîne d'approvisionnement en boucle fermée : de la conception à l'intégration matérielle
Une fois la conception finalisée, comment la reproduire fidèlement des milliers de fois ? Une usine d’accessoires de charge verticalement intégrée rend cela possible.
-
Recherche et développement avancée et conception de cartes de circuits imprimés : les ingénieurs réalisent la topologie et la simulation thermique en fonction des besoins du client.
-
Développement de moules en interne : des machines CNC sculptent des moules en acier spéciaux avec une tolérance de ±0,01 mm.
-
Moulage par injection de précision : des machines entièrement automatisées fonctionnent 24 h/24, garantissant ainsi l’homogénéité des matériaux.
-
Intégration SMT et matérielle : les cartes PCBA principales, les connecteurs, les cellules et le boîtier convergent dans une salle d’assemblage propre pour l’intégration du produit final.
Ce modèle à circuit fermé, reposant sur des actifs importants, garantit la confiance même pour les commandes OEM/ODM d'une valeur de plusieurs centaines de milliers de dollars.
Comment l'intégration verticale garantit la qualité et la rapidité
Pour les responsables des achats internationaux, les technologies de pointe ne sont qu'un amuse-bouche. Le plat principal, c'est la livraison de la production de masse dans les délais impartis. Les ruptures de stock en haute saison entraînent des pertes de trésorerie.
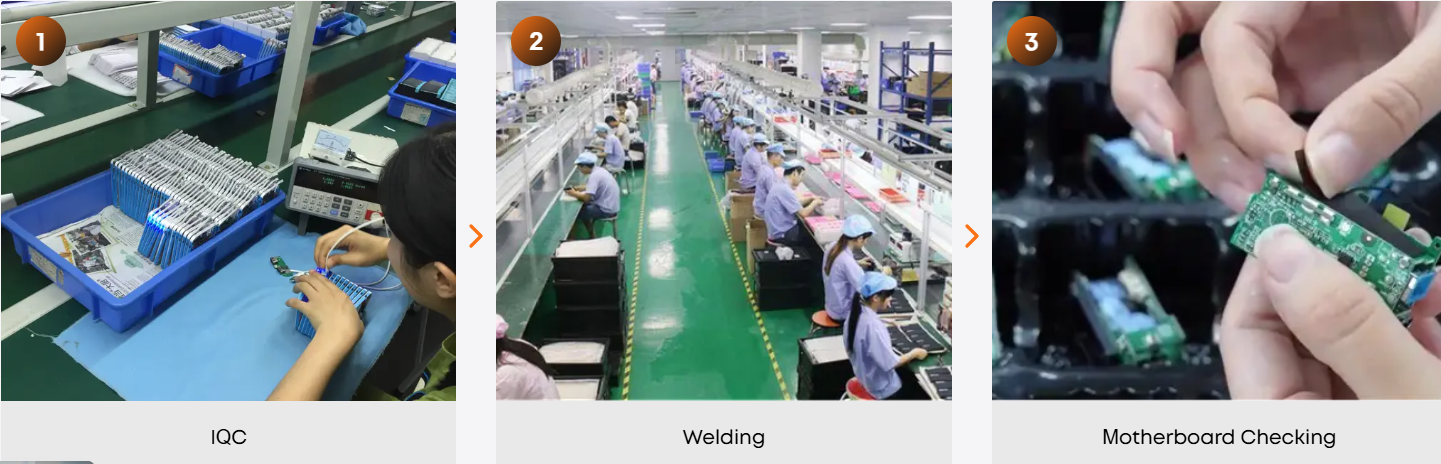
Système de contrôle qualité rigoureux et normalisé
Certaines usines négligent les tests de fiabilité longs et essentiels pour remporter des commandes. Un appareil de 140 W nécessitant 4 heures de vieillissement à pleine charge peut se contenter d'un simple contrôle à la mise sous tension. Cela entraîne des taux de retour élevés. Guide d'utilisation des chargeurs rapides 140 W : efficacité maximale et contrôle thermique.
| Nœud de contrôle qualité / Test | Pratiques courantes en usine | Norme AOVOLT |
|---|---|---|
| Inspection des cartes de circuits imprimés | Contrôle visuel, faible échantillonnage | Contrôle d'épaisseur de pâte à 100 % AOI + SPI |
| Appariement des cellules et résistance interne | Étiquettes du fournisseur uniquement | Tests entièrement réalisés en interne, appariés pour une cohérence parallèle |
| Rodage à pleine charge | 1 à 2 heures à température ambiante | 100 % de la charge dans une chambre à 40–45 °C pendant ≥ 4 heures |
| Tests sur appareils réels | Minimal | Test multimarque sur appareil réel + capture de protocole |
Délais de livraison rapides en haute saison
« Capacité saturée, livraison retardée de 20 jours » : un véritable cauchemar pour les acheteurs. AOVOLT évite ce problème car toutes les étapes critiques (moulage, injection, CMS) sont réalisées en interne et gérées par un système MES. Ceci garantit une livraison rapide et fiable, même en période de forte demande.
AOVOLT : Fabricant leader de solutions B2B à Dongguan
15 ans d'expertise dans la fabrication de produits électroniques grand public
Implantée à Dongguan et forte d'un réseau de distribution dense, AOVOLT se consacre depuis 15 ans exclusivement à la fabrication de produits B2B essentiels : batteries externes, batteries externes magnétiques et chargeurs rapides. Pas de production générique bas de gamme : uniquement des solutions de haute qualité pour une clientèle exigeante.
Donner aux marques mondiales les moyens d'agir
Notre proposition de valeur : être le moteur de création invisible de votre marque. Des solutions PCBA multiprotocoles fiables à la conception et à la production ODM complètes, nous prenons en charge le développement matériel complexe et de haute précision afin que nos clients puissent se concentrer sur leurs canaux de distribution et leurs parts de marché.
Grâce à une personnalisation poussée pour les fabricants d'équipement d'origine (OEM/ODM), nous vous aidons à bâtir un avantage concurrentiel durable pour vos produits à l'horizon 2026. Choisir un partenaire maîtrisant des technologies de pointe et disposant d'une capacité d'intégration et de production complète n'est pas qu'une simple stratégie d'approvisionnement : c'est la clé d'une percée réussie pour votre marque.
FAQ : Questions fréquentes sur l'approvisionnement en accessoires de recharge mobile en 2026
Q1 : Comment vérifier rapidement les capacités internes d'une usine en matière de moules et d'injection ?
Demandez une visite vidéo en direct de l'atelier de moulage CNC (machines d'électroérosion et de gravure) et de l'atelier d'injection. Renseignez-vous sur la gestion des problèmes de tolérance de ±0,1 mm : les véritables fabricants de moules vous répondront avec assurance.
Q2 : Pourquoi un chargeur rapide de 140 W est-il plus cher qu'un chargeur de 100 W ?
Au-delà du coût linéaire des matériaux, dépasser les 100 W exige des transistors GaN haute fréquence, des transformateurs sur mesure et des matériaux de gestion thermique avancés comme le graphène ou l'encapsulation sous vide. La puissance de calcul du microcontrôleur augmente également, ce qui accroît le coût de la nomenclature.
Q3 : Combien de temps dure le cycle de fabrication sur mesure d'un moule et d'un échantillon pour un chargeur magnétique avec une sensation en silicone liquide ?
Dans une usine à circuit fermé, il faut compter 25 à 35 jours entre la confirmation de la conception 3D et l'inspection du premier article (FAI). Les usines d'assemblage sous-traitantes peuvent nécessiter plus de 50 jours.
Q4 : Pourquoi certains chargeurs multiprotocoles se déconnectent-ils sur certaines marques ?
Échec de la négociation du firmware ou conflits de protocole. Seules les usines disposant d'un service de R&D interne dédié au firmware des microcontrôleurs peuvent réécrire les mécanismes de retransmission et mettre en œuvre l'isolation multicanal afin de prévenir de tels problèmes.
Q5 : OEM ou ODM — comment choisir ?
-
OEM : Vous fournissez les plans complets, la nomenclature et les schémas de circuits imprimés ; l’usine se charge uniquement de la production.
-
ODM : Vous avez des exigences conceptuelles/fonctionnelles ; l’usine assure l’ingénierie complète, de la conception à la production en série, en passant par la simulation thermique et l’ouverture du moule.
Cette traduction préserve la profondeur technique, la structure et la lisibilité naturelle pour les publics B2B américains, avec des tableaux, des titres H2/H3/H4 et un ton professionnel.
Références :
Réaliser la fonction d'alimentation programmable dans les chargeurs USB