À l'approche de 2026, l'adoption rapide de la technologie du nitrure de gallium (GaN) et la course à une densité de puissance ultra-élevée ont poussé le marché mondial de la charge rapide dans une concurrence « au niveau millimétrique ». Si vous pensez toujours qu'une usine de moules de chargeur personnalisés n'est qu'un OEM, cette perception dépassée pourrait coûter tout le jeu à votre marque pendant la phase de test T1.
Les acheteurs B2B d'aujourd'hui ne se concentrent plus uniquement sur le prix unitaire. Ils se soucient de la manière dont, dans les conceptions de moules à haute cavité, la compatibilité avec le soudage par ultrasons de chaque boîtier peut maintenir une marge d'erreur de ± 0,05 mm. Ce n’est pas seulement esthétique : cela affecte directement le flux d’air, la résistance structurelle et la gestion thermique des chargeurs de 240 W ou même de 300 W. Le point à retenir est clair : la précision de votre moule détermine à la fois la puissance maximale de votre produit et le positionnement haut de gamme de votre marque.
Défis courants dans le développement de logements de recharge personnalisés

Après 15 ans dans le secteur de l'électronique grand public, j'ai vu de nombreuses marques réduire les coûts de moulage de quelques milliers de dollars, pour ensuite payer en retours coûteux. Les boîtiers de chargeur semblent simples mais comportent de nombreux défis cachés.
Contrainte et déformation des matériaux : les chargeurs rapides modernes empilent les composants internes de manière dense. Toute épaisseur de paroi inégale entraîne des concentrations de contraintes lors du moulage. Les problèmes typiques incluent les lignes de séparation rugueuses et les marques d'enfoncement.
Marques d'évier et déformation : en particulier pour les matériaux PC ignifuges, une mauvaise conception de refroidissement du moule peut provoquer des dépressions de surface visibles, un défaut fatal pour les chargeurs GaN haut de gamme.
Flash : La sélection du mauvais acier de moule ou une précision d'usinage insuffisante peut entraîner un excès de matériau déversé au niveau des joints, souvent avant même d'atteindre 50 000 cycles.
Problèmes de compatibilité de l'assemblage : de nombreux moules ne prennent pas en compte les points de sélection d'assemblage automatisés ultérieurs, ce qui augmente les coûts de main-d'œuvre lors de l'assemblage. Vous propose Private Mold Power Bank 2026 : guide de croissance et d'achat B2B.
Comment les outils de haute précision affectent la perception de votre marque
La sensation premium est tactile. Les fines textures mates ou les finitions miroir reposent entièrement sur la précision de l'EDM (Electrical Discharge Machining). Une usine de moules de premier plan utilise l'analyse du flux de moule pour prédire les bulles et les lignes de joint avant le début de la production.
Si vous souhaitez créer des fiches pliables, les tolérances pour les positions des charnières sont encore plus strictes : trop lâche semble bon marché, trop serré rend l'utilisation frustrante pour l'utilisateur.
Normes techniques clés d'une usine de moules pour chargeurs haut de gamme
Nous parlons de moules de précision de qualité industrielle capables de prendre en charge des millions d'unités, et non de moulage au sable au niveau de l'atelier.
Sélection des matériaux : pourquoi l'ABS+PC nécessite un outillage de précision
Le matériau principal des chargeurs rapides est un mélange ABS+PC, équilibrant la résistance et l'ignifugation, mais le retrait est extrêmement difficile à contrôler.
Les principaux fournisseurs compensent le retrait spécifique au matériau dans la conception du moule. Le tableau suivant résume les aciers de moule recommandés pour différents niveaux de puissance de chargeur en 2026 :
| Plage de puissance du chargeur | Acier pour moule recommandé | Durée de vie prévue du moule (cycles) | Compatibilité des finitions de surface | Avantage principal |
|---|---|---|---|---|
| 30 W à 65 W (GaN) | 718H / S136 | 300 000 à 500 000 | Brillant / Texture fine | Coût et durabilité équilibrés |
| 100 W–240 W (PD 3.1) | S136 (durci) | 1 000 000+ | Miroir / Texture ultra-fine | Haute stabilité thermique, résistant à la corrosion |
| Automobile/Personnalisé | Acier H13 | 500 000+ | Mat / À motifs | Résistance à la fatigue à haute température, idéale pour les murs épais |
L'importance de l'analyse des flux de moule dans la prévention des marques d'évier
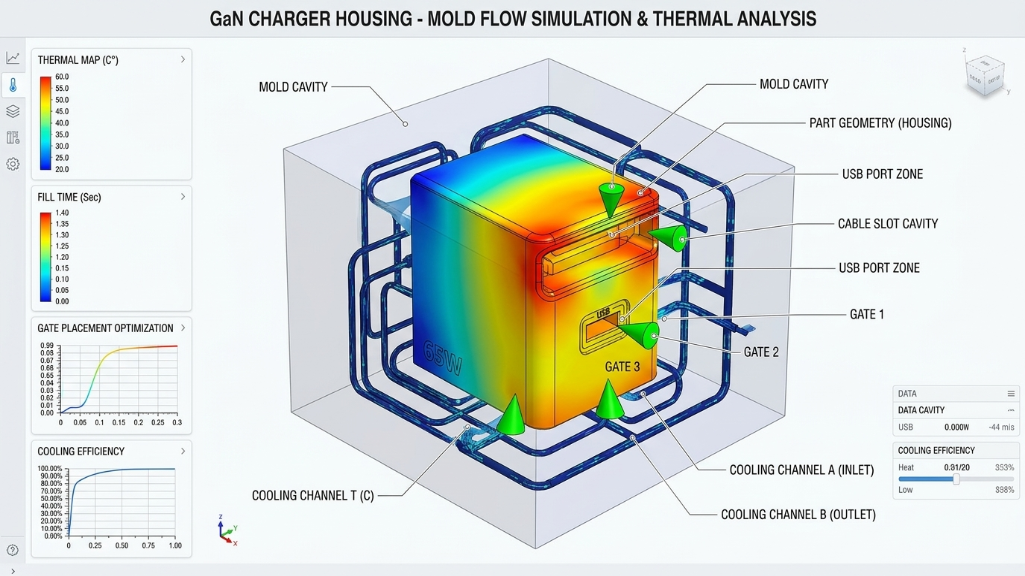
N'attendez pas le prototype T1 pour découvrir des problèmes. Chez AOVOLT, notre flux de travail exige une simulation rigoureuse du flux de moule après un prototypage rapide :
-
Optimisation du placement des portes : assure un remplissage uniforme, en évitant les marques sur les grandes surfaces planes.
-
Analyse des pièges à air : empêche les brûlures localisées dans les cavités compactes des chargeurs haute puissance.
-
Équilibre de refroidissement : raccourcit le temps de cycle, réduisant directement les coûts unitaires.
Concevoir pour la durabilité : garantir plus de 50 000 insertions pour les bouchons pliables
Les fiches pliables sont très appréciées sur les marchés américain et européen. De nombreuses usines négligent l’alignement des tolérances métal-plastique lors de l’outillage de précision pour l’électronique. Même un désalignement de 0,03 mm peut desserrer le bouchon après seulement 5 000 cycles de pliage.
[Avantage principal d'AOVOLT] L'intégration transparente de la conception et de la fabricabilité
En tant que vétéran du secteur, je sais à quel point il est douloureux de cloisonner la conception et la fabrication. AOVOLT met en œuvre dès le départ une implication profonde dans le DFM (Design for Manufacturing).
Minimiser la tolérance : parois ultra-minces pour les chargeurs GaN compacts
La tendance pour 2026 est plus modeste. L’épaisseur des coques est passée de 2,0 mm à 1,2-1,0 mm. Cela met à l’épreuve la pression d’injection, la ventilation du moule et la résistance de la cavité. Grâce à la CNC de haute précision et à l'électroérosion à fil lent, nous maintenons une résistance structurelle aux chocs de qualité IK, même sur des parois ultra fines.
| Paramètre de conception | Usine traditionnelle | AOVOLT optimisé | Impact direct sur le produit |
|---|---|---|---|
| Épaisseur moyenne des parois | 1,8 à 2,2 mm | 1,0 à 1,5 mm | Volume réduit de 15 à 20 %, chemins thermiques plus courts |
| Contrôle de tolérance | ±0,15 mm | ±0,03 mm | Élimine les contraintes d'empilement internes dans les conceptions GaN |
| Disposition de la cavité | 12 ou 14 | Multi-cavité à haut rendement | Productivité 40 % plus élevée, réduction du coût de R&D par unité |
Options de traitement de surface : des textures très brillantes aux textures anti-rayures

L'aspect haut de gamme provient du processus de surface final. Qu'il s'agisse d'une transparence extrême ou de textures gravées au laser résistantes aux rayures, la finition de la surface du moule détermine le rendement. Chez AOVOLT, les boîtiers de chargeur OEM/ODM intègrent des revêtements au niveau nanométrique et une gravure laser au niveau du micron, offrant une sensation tactile semblable à celle de la fibre de carbone ou de la céramique sans processus de pulvérisation supplémentaires. Cette approche réduit les défauts et différencie les partenaires stratégiques des usines ordinaires.
Liste de contrôle essentielle avant de vous associer à un fabricant de moules
Si vous détenez un devis, ne vous concentrez pas uniquement sur les résultats. En tant qu'acheteur B2B, vous achetez une stabilité de production future, pas de l'acier.
Évaluation des outils internes par rapport à la production externalisée
De nombreuses usines bénéficiant d'un soutien commercial sous-traitent les moules à de petits ateliers, ce qui rend les délais de livraison imprévisibles. Si les tests T1 révèlent des problèmes d’interférence, la recherche du doigt entre le moule externalisé et l’atelier d’injection peut vous coûter un quart des ventes. Chez AOVOLT, le moule et l'injection sont situés au même endroit, ce qui permet de mettre en œuvre les modifications ECN sur l'acier dans les 24 heures.
Protocoles de contrôle qualité : inspection CMM et tests sur échantillons T1
Les usines de moules professionnelles suivent des processus de contrôle qualité basés sur les données :
-
Numérisation CMM : chaque noyau et chaque cavité est entièrement numérisé pour garantir le respect des tolérances géométriques.
-
Tests T1–T3 : T1 pour la structure, T2 pour l'apparence, T3 pour la stabilité de la production de masse. Les usines promettant des expéditions T1 immédiates négligent souvent la durabilité des moules à long terme.
Évolutivité : l'usine peut-elle gérer des demandes mondiales importantes ?
Les commandes initiales peuvent être de 5 000 unités, mais que se passe-t-il si la demande grimpe à 500 000 ? Les décisions de conception de moules multi-empreintes prises au départ (1 pour 2 contre 1 pour 8) affectent directement les coûts marginaux par unité.
[Avantage principal d'AOVOLT] Pérenniser votre chaîne d'approvisionnement
La personnalisation va au-delà des coques en plastique. Notre principale force réside dans la co-conception de PCBA et de moules.
Pratiques d'outillage durables pour des matériaux de chargeur respectueux de l'environnement
Avec les réglementations environnementales européennes plus strictes, les plastiques PCR (recyclés après consommation) sont requis. La PCR se comporte différemment des matériaux vierges. Les ingénieurs d'AOVOLT simulent le comportement de remplissage PCR lors de la conception du moule, garantissant ainsi une résistance robuste aux chutes, même avec des plastiques respectueux de l'environnement.
Maintenance à réponse rapide : garantir l'absence d'arrêt de production
Les moules s'usent. La plupart des usines ne réparent qu’après l’arrêt de la production. La maintenance préventive d'AOVOLT planifie un entretien précis tous les 100 000 cycles, permettant un taux de livraison à temps de 99,8 % en 2026.
FAQ – Informations critiques pour les acheteurs B2B
Q1 : Vos moules personnalisés répondent-ils aux certifications de sécurité mondiales ?
Oui. Nous garantissons une ligne de fuite et un dégagement appropriés conformément aux normes UL 62368-1 et CEI 60335, garantissant ainsi le retardateur de flamme UL94-V0 et la conformité de l'épaisseur de paroi lors du premier test tiers.
Q2 : Comment garantissez-vous la compatibilité avec PD 3.1 et d'autres PCBA à charge rapide ?
Nous co-concevons des moules avec des cartes thermiques pour positionner les évents et les piliers de support, évitant ainsi la surchauffe dans les boîtiers compacts.
Q3 : Quelle est la quantité minimale de commande (MOQ) ?
Nous recommandons des moules liés à plus de 5 000 unités, mais pour les startups à fort potentiel, un prototypage rapide à l'aide de moules en aluminium ou en acier doux est disponible pour validation sur le marché.
T4 : combien de temps prend la livraison d'un boîtier de chargeur personnalisé ?
Généralement 25 à 30 jours entre l'approbation DFM et l'échantillonnage T1 ; les chargeurs multi-ports ou d'affichage GaN complexes peuvent prendre jusqu'à 40 jours. Nous fournissons des rapports sur les étapes pour une transparence totale.
Q5 : Pouvez-vous gérer les inserts métalliques ou le surmoulage ?
Oui. Les techniques comme le TPE+PC soft touch ou les décorations métalliques incrustées sont arrivées à maturité, améliorant l'ergonomie et l'identité visuelle.
Conclusion : faire le pas stratégique
Dans la course à la recharge rapide de 2026, la vitesse compte, mais une chaîne d'approvisionnement stable compte encore plus. Une mauvaise conception de moule peut permettre d'économiser quelques milliers de dollars au départ, mais les tolérances d'assemblage, les risques thermiques et les dommages à la marque entraînent des coûts exponentiellement plus élevés.
Choisir une usine de moules pour chargeurs personnalisés, c'est trouver un partenaire qui comprend la technologie, les tendances du marché et les risques. AOVOLT intègre des moules de précision avec une gestion avancée de l'énergie, éliminant la complexité de la production et vous permettant de vous concentrer sur la croissance de la marque.
De la conception industrielle à la fabrication de moules, en passant par l'intégration PCBA et l'assemblage, nous fournissons plus qu'une coque : nous fournissons une passerelle vers le marché mondial. Si vous planifiez votre prochain chargeur GaN hautes performances ou recherchez un cadre OEM/ODM résilient, la conversation sur la transformation des idées en réalité peut commencer dès aujourd'hui.
Références :
IEC62368‑1 : Norme de sécurité pour l'électronique grand public
UL62368‑1 Ed4‑2025 : Sécurité harmonisée aux États-Unis Exigences