A medida que nos acercamos al año 2026, la rápida adopción de la tecnología de nitruro de galio (GaN) y la carrera por la densidad de potencia ultraalta han empujado al mercado mundial de carga rápida a una competencia de “nivel milimétrico”. Si todavía cree que una fábrica de moldes de cargador personalizados es solo un OEM, esa percepción obsoleta podría costarle a su marca todo el juego durante la fase de prueba T1.
Los compradores B2B de hoy en día ya no se centran únicamente en el precio unitario. Les importa cómo, en diseños de moldes de alta cavidad, la compatibilidad de la soldadura ultrasónica de cada carcasa puede mantener un margen de error dentro de ±0,05 mm. Esto no es sólo cosmético: afecta directamente el flujo de aire, la resistencia estructural y la gestión térmica de los cargadores de 240 W o incluso de 300 W. La conclusión es clara: la precisión de su molde determina tanto la potencia máxima de su producto como el posicionamiento premium de su marca.
Desafíos comunes en el desarrollo de viviendas con cargadores personalizados

Después de 15 años en el círculo de la electrónica de consumo, he visto a muchas marcas reducir los costos de los moldes en unos pocos miles de dólares, solo para pagarlos con costosas devoluciones. Las carcasas de los cargadores parecen simples, pero están plagadas de desafíos ocultos.
Esfuerzo y deformación del material: los cargadores rápidos modernos apilan los componentes internos densamente. Cualquier espesor de pared desigual conduce a concentraciones de tensiones durante el moldeo. Los puntos débiles típicos incluyen líneas de separación ásperas y marcas de hundimiento.
Marcas de hundimiento y deformaciones: especialmente en el caso de materiales ignífugos para PC, un diseño deficiente de enfriamiento del molde puede causar depresiones visibles en la superficie, un defecto fatal para los cargadores GaN premium.
Flash: Seleccionar el acero del molde incorrecto o una precisión de mecanizado insuficiente puede provocar que el exceso de material se derrame en las uniones, a menudo incluso antes de alcanzar los 50.000 ciclos.
Problemas de compatibilidad de ensamblaje: muchos moldes no consideran los puntos de selección de ensamblaje automatizados posteriores, lo que aumenta los costos de mano de obra durante el ensamblaje. Le ofrecemos Private Mould Power Bank 2026: Guía de compras y crecimiento B2B.
Cómo las herramientas de alta precisión afectan la percepción de su marca
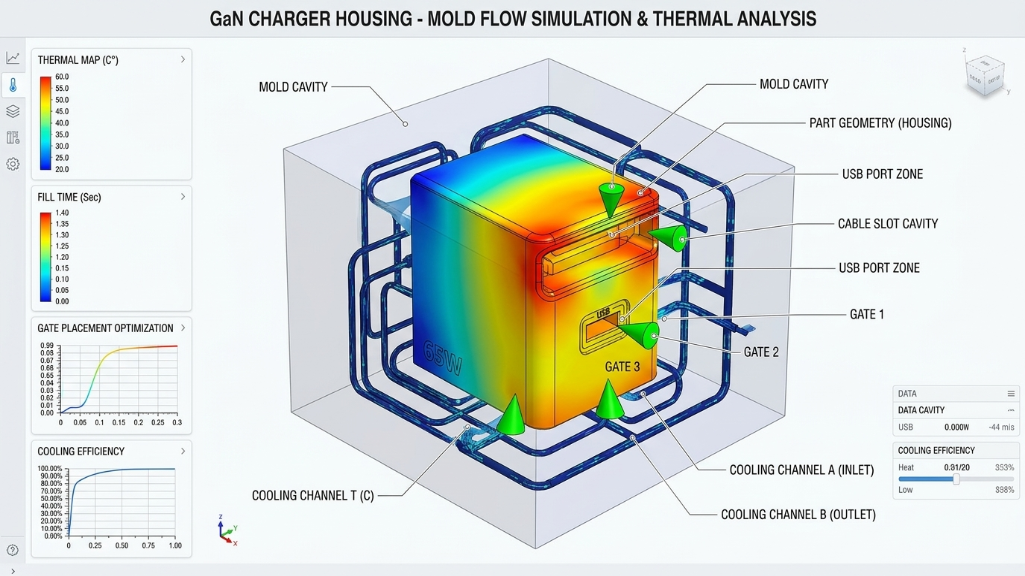
La sensación premium es táctil. Las finas texturas mate o los acabados espejados dependen enteramente de la precisión del EDM (mecanizado por descarga eléctrica). Una fábrica de moldes de primer nivel utiliza análisis de flujo de moldes para predecir burbujas y líneas de separación antes de que comience la producción.
Si su objetivo es crear tapones plegables, las tolerancias para las posiciones de las bisagras son aún más estrictas: demasiado flojo parece barato, demasiado apretado hace que la operación del usuario sea frustrante.
Estándares técnicos clave de una fábrica de moldes de cargador premium
Estamos hablando de moldes de precisión de grado industrial capaces de soportar millones de unidades, no de fundición en arena a nivel de taller.
Selección de materiales: por qué ABS+PC requiere herramientas de precisión
El material principal para los cargadores rápidos es una mezcla de ABS y PC, que equilibra la dureza y el retardo de llama, pero la contracción es extremadamente difícil de controlar.
Los principales proveedores compensan la contracción específica del material en el diseño del molde. La siguiente tabla resume los aceros para moldes recomendados para varios niveles de potencia del cargador en 2026:
| Rango de potencia del cargador | Acero para moldes recomendado | Vida útil esperada del molde (ciclos) | Compatibilidad con acabados superficiales | Ventaja principal |
|---|---|---|---|---|
| 30W–65W (GaN) | 718H/S136 | 300.000–500.000 | Alto brillo/textura fina | Costo y durabilidad equilibrados |
| 100W–240W (PD 3.1) | S136 (reforzado) | 1.000.000+ | Espejo / Textura ultrafina | Alta estabilidad térmica, resistente a la corrosión |
| Automotriz/Personalizado | Acero H13 | 500.000+ | Mate / Estampado | Resistencia a la fatiga a altas temperaturas, ideal para paredes gruesas |
| Parámetro de diseño | Fábrica Tradicional | AOVOLT optimizado | Impacto directo en el producto |
|---|---|---|---|
| Espesor de pared promedio | 1,8–2,2 mm | 1,0–1,5 mm | Volumen reducido entre un 15% y un 20%, recorridos térmicos más cortos |
| Control de tolerancia | ±0,15 mm | ±0,03 mm | Elimina la tensión de apilamiento interno en diseños de GaN |
| Diseño de la cavidad | 12 o 14 | Múltiples cavidades de alta eficiencia | Un 40% más de productividad, reduce el coste unitario de I+D |