在2026年的消费电子市场,寻找正品移动充电配件简直就像走雷区。然而,真相其实相当清晰。以主流的140W多协议GaN充电器或同等高端移动电源为例:如果您从拥有内部研发和注塑成型能力的OEM/ODM充电器制造商处采购,那么离岸价通常会在18到26美元之间——具体价格取决于您选择的MCU以及对电池内阻要求的严格程度。
如果你的采购价格超过 30 美元,很遗憾,你很可能是在支持一个连贴片机都没有的中间商。解决这个困境的关键在于彻底放弃纯粹的组装工厂,转而关注那些能够自主控制模具制造、注塑成型和 PCBA 研发的垂直整合型工厂。
2026年采购指南:如何识别真正的移动充电配件工厂
当终端设备的电池容量和功耗达到物理极限时,移动充电配件已经从“外围附加组件”演变为核心技术赋能工具。对于被供应商名录淹没的海外买家来说,精美的工厂效果图可能会具有欺骗性。
制造业是一门建立在妥协和限制之上的工程学科。如果一家工厂对材料的基本特性缺乏了解,或者无法掌控关键模具,那么它注定只能在低端市场中苦苦挣扎,不断地以低价竞争。
“真假”货源工厂的困境
华南地区聚集了数千家组装作坊。许多作坊从上游解决方案供应商那里购买现成的PCBA,将其装入通用模具,拧上几颗螺丝,就自称是“源工厂”。这种模式在5V/1A时代或许行得通,但到了2026年,它就像一颗定时炸弹,迟早会引发终端用户的投诉,并导致品牌崩盘。
为什么 Pure Assembly 无法通过 140W 高功率测试
功率密度简直是一堵叹息之墙。
将充电器功率提升到 140W 并非只是简单地堆叠更多的氮化镓晶体管。当指甲盖大小的区域必须处理数百瓦的能量转换时,热失控的概率会急剧上升。纯粹的组装工厂往往连基本的热模拟软件都没有——他们怎么敢接这样的订单?
在AOVOLT,我们的研发团队在实验室里投入了无数时间,攻克极限功率输出难题。作为一家顶级的140W快充移动电源供应商,我们深知高频变压器中的磁芯损耗和开关器件中的寄生电容会在满载时产生极高的电磁干扰和热量。为了抑制这些问题,我们重新设计了整个电路拓扑结构,引入了定制的石墨烯散热片,并采用了真空封装技术——在超紧凑的空间内,将外壳温度降低了8°C。
这就是B2B智能充电硬件集成的护城河。普通装配线上的工人无法创造出这样的竞争优势。
协议碎片化:无声的杀手
到 2026 年,如果一家工厂无法处理完整的跨品牌握手协议,那么其多协议 PD3.0 PPS 充电器实际上还不够完善。以下概述了快速充电协议的基本逻辑以及 AOVOLT 如何解决常见缺陷:
| 快速充电协议 | 纯汇编中的常见陷阱 | AOVOLT研发对策 |
|---|---|---|
| PD 3.0 / EPR 28V/5A(最大功率 140W) | CC引脚或EPR电缆通信故障会导致设备功率限制在60W或断开连接。 | 重写了握手算法,采用多次重传机制,实现毫秒级响应和零丢包。 |
| PPS 3.3–21V 动态 | 20mV的电压步进精度不足,会导致旗舰设备过热或出现充电排斥现象。 | 高精度运算放大器和抗干扰电路可降低输出纹波。 |
| QC 3.0 / FCP / SCP | 线路损耗会在高电流输出期间触发欠压保护 | 智能电缆压降补偿功能可动态调节输出电压 |
| AFC / Apple 2.4A / BC 1.2 | D+/D-引脚上的电压冲突会阻止旧式设备充电。 | 独立的电压分配网络提供物理隔离和智能检测功能 |
如此复杂的兼容性系统需要固件级别的开发和调试。现成的解决方案无法适应新的手机系统升级,因此也无法修复漏洞。
外包模具的隐性成本和风险
即使掌握了电气设计,硬件外观也是一个至关重要的因素。许多全球采购经理错误地认为,只要提供3D图纸,任何工厂都能生产出符合要求的产品。
残酷的现实是:外包模具会导致无休止的延误。如果在原型制作过程中引脚出现干涉,或者线圈公差偏差0.1毫米,组装工厂就必须与模具供应商协调,这可能会耗费数周时间。此外,与第三方共享尚未发布的产品图纸也会带来严重的知识产权风险。
在AOVOLT,我们坚持自主完成开模和注塑成型,视之为工厂的生命线。从CNC钢材加工到电火花加工,再到数十台注塑机24小时不间断运转,所有工序都在我们闭环工厂内完成。需要调整形状?工程师只需走几步路,3小时内就能制作出修改后的样品。
顶级OEM/ODM合作伙伴的核心竞争力
实现 140W 功率和多协议支持仅仅是入门。要想在竞争激烈的 2026 年全球市场脱颖而出,高端消费电子产品 B2B 供应商还必须跨越一道无形的门槛。
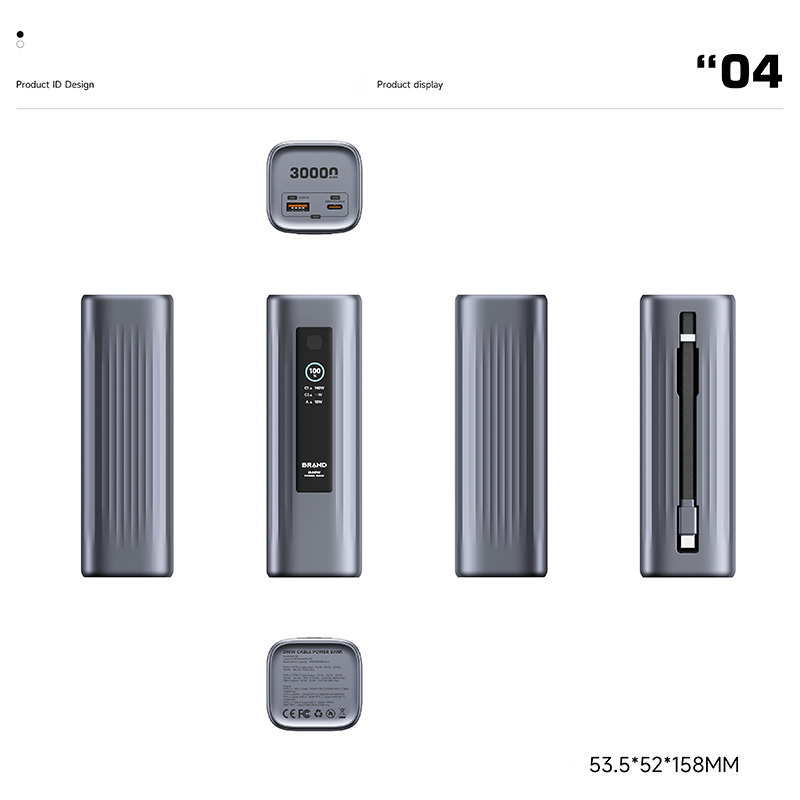
高端定制和独特身份设计

真正的高端价值在于普通工厂无法企及的设计。当货架上摆满了千篇一律的矩形“砖块”时,那些凭借定制磁吸式无线充电解决方案脱颖而出的产品,不仅成为充电设备,更成为桌面美学和赛博朋克风格的完美点缀。
AOVOLT 的设计理念侧重于色彩、材质和表面处理 (CMF) 以及内部硬件堆叠的权衡。最近,我们为一家北美客户开发了一款超薄磁性产品,并取得了以下成果:
-
厚度小于10毫米
-
亲肤液态硅胶触感
-
N52H磁铁不会遮挡大型摄像头模块
这种程度的挑战对普通模具工厂来说是灾难性的。我们采用定制聚合物单元和先进的双色注塑成型技术(结合IMD),无需二次粘合即可将金属的刚性与硅胶的柔软性完美结合,从而提高了成品率和装配精度。
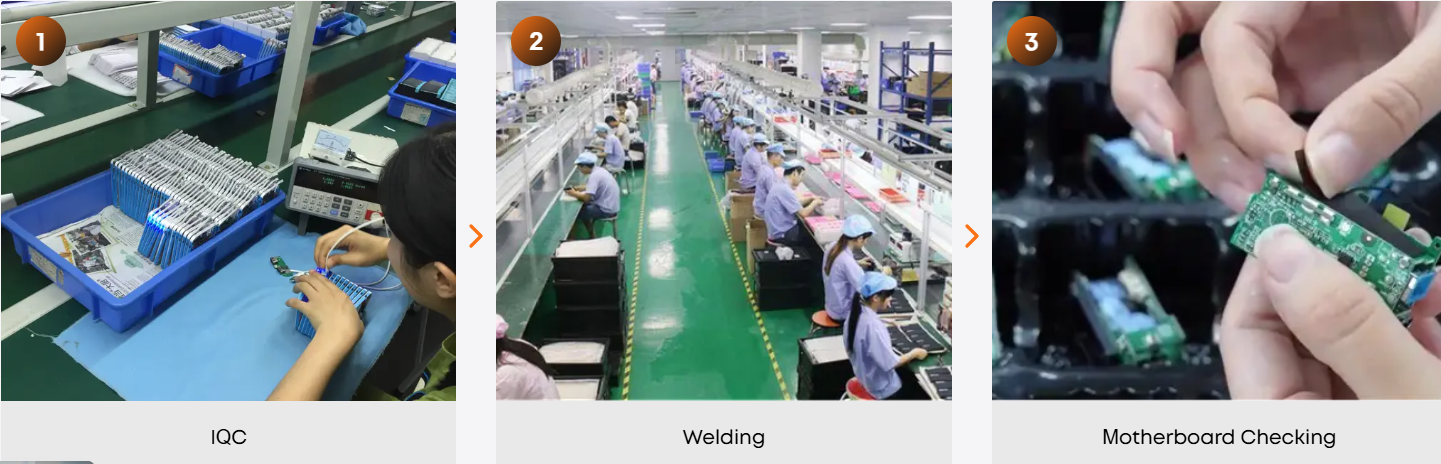
构建闭环供应链:从设计到硬件的集成
设计定稿后,如何才能精确地复制数千次?垂直整合的充电配件工厂让这一切成为可能。
-
先进研发与PCBA设计:工程师根据客户需求进行拓扑布局和热模拟。
-
内部模具开发:数控机床雕刻出公差为±0.01mm的特种钢模具。
-
精密注塑成型:全自动机器全天候运转,确保材料一致性。
-
SMT 和硬件集成:核心 PCBA、连接器、单元和外壳在洁净的组装室中汇聚,进行最终产品集成。
这种高资产投入、闭环模式确保了即使是价值数十万美元的 OEM/ODM 订单也能获得保障。
垂直整合如何确保质量和速度
对于全球采购经理而言,先进技术只是开胃菜,按时交付大批量产品才是主菜。旺季缺货意味着现金流损失。
严格的标准化质量控制体系
一些工厂为了拿下订单,会省略耗时且至关重要的可靠性测试。例如,一款需要4小时满载老化测试的140W设备,可能只会进行基本的通电检查。这会导致高退货率。以下是140W快充工厂指南:效率最大化和热控制。
| QC节点/测试 | 工厂通用做法 | AOVOLT 标准 |
|---|---|---|
| PCBA检测 | 目视检查,低抽样 | 100% AOI + SPI 焊膏厚度检测 |
| 电池匹配与内阻 | 仅限供应商标签 | 完整的内部测试,确保并行一致性 |
| 满载老化测试 | 室温下放置1-2小时 | 在 40–45°C 的恒温箱中满负荷运行 ≥4 小时 |
| 真实设备测试 | 极简主义 | 多品牌真实设备测试 + 协议采集 |
旺季快速交货期
“产能已满,交货延迟20天”对买家来说简直是噩梦。AOVOLT避免了这种情况,因为所有关键节点——模具、注塑、SMT——都在公司内部完成,并通过MES系统进行协调。即使在需求高峰期,也能保证快速可靠的交付。
AOVOLT:东莞领先的B2B采购工厂
15年消费电子产品制造经验
AOVOLT扎根东莞,依托密集的供应链网络,15年来专注于B2B核心产品制造:移动电源、磁吸式移动电源和快充充电器。不生产低端通用产品,只为高要求客户提供高品质解决方案。
赋能全球品牌
我们的价值主张:成为您品牌背后无形的创造引擎。从可靠的多协议PCBA解决方案到完整的ODM设计和生产,我们负责处理高精度、高复杂度的硬件开发,让客户能够专注于渠道拓展和市场份额提升。
通过深度OEM/ODM定制,我们助力您打造2026年的产品护城河。选择拥有高技术壁垒和完整闭环能力的合作伙伴,不仅仅是采购策略,更是品牌突破的唯一关键。
常见问题解答:2026 年移动充电配件采购常见问题
问题1:如何快速验证工厂的内部模具和注塑能力?
申请参观数控模具车间(电火花加工、雕刻机)和注塑车间的实时视频。询问如何处理±0.1mm的公差问题——真正的厂家会自信地回答。
Q2:为什么 140W 的快充比 100W 的快充更贵?
除了材料成本的线性增长外,超过 100W 的功率还需要高频氮化镓晶体管、定制变压器以及石墨烯或真空封装等先进的散热材料。微控制器的计算能力也会提升,从而增加物料清单成本。
Q3:定制模具和样品制作一个具有液态硅胶质感的磁性充电器需要多长时间?
在闭环工厂中,从3D设计确认到首件检验(FAI)需要25-35天。外包组装工厂可能需要50天以上。
Q4:为什么某些品牌的多协议充电器会断开连接?
固件握手失败或协议冲突。只有拥有自主MCU固件研发能力的工厂才能重写重传机制并实现多通道隔离,从而避免此类问题。
Q5:OEM 与 ODM——如何选择?
-
OEM:您拥有完整的设计、BOM 和 PCBA 布局;工厂仅负责生产。
-
ODM:您有概念/功能要求;工厂提供从布局、热模拟、开模到批量生产的全栈工程服务。
该译文保留了原文的技术深度、结构和自然可读性,适合美国 B2B 受众,采用表格、H2/H3/H4 标题和专业语气。
参考: