步入2026年,氮化镓(GaN)技术的快速普及和超高功率密度的争夺,将全球快充市场推向了“毫米级”的竞争。如果您仍然认为定制充电器模具厂只是OEM,这种过时的观念可能会让您的品牌在T1测试阶段输掉整个游戏。
如今的 B2B 买家不再仅仅关注单价。他们关心的是,在高腔模具设计下,每个外壳的超声波焊接兼容性如何能够保持±0.05mm以内的误差范围。这不仅仅是装饰性的,它直接影响 240W 甚至 300W 充电器的气流、结构强度和热管理。结论很明确:模具的精度决定了产品的最大功率输出和品牌的高端定位。
定制充电器外壳开发中的常见挑战

在消费电子领域工作了 15 年,我看到许多品牌将模具成本削减了几千美元,但换来的却是高昂的回报。充电器外壳看似简单,实则充满了隐藏的挑战。
材料应力和翘曲:现代快速充电器内部组件密集堆叠。任何不均匀的壁厚都会导致成型过程中的应力集中。典型的痛点包括粗糙的分型线和缩痕。
缩痕和变形:特别是对于 PC 阻燃材料,不良的模具冷却设计可能会导致可见的表面凹陷,这是优质 GaN 充电器的致命缺陷。
闪光:选择错误的模具钢或加工精度不足可能会导致多余的材料在接缝处溢出,通常甚至在达到 50,000 次循环之前。
装配兼容性问题:许多模具没有考虑以后的自动化装配拾取点,从而增加了装配过程中的劳动力成本。 为您提供私人模具移动电源 2026:B2B 增长和购买指南。
高精度模具如何影响您的品牌认知度
优质的触感。精细的哑光纹理或镜面饰面完全依赖于 EDM(放电加工)的精度。一家顶级模具工厂在生产开始前使用模流分析来预测气泡和分型线。
如果您的目标是创建可折叠插头,铰链位置的公差就更加严格——太松让人感觉廉价,太紧又让用户操作受挫。
优质充电器模具厂关键技术标准
我们谈论的是能够支持数百万件的工业级精密模具,而不是车间级砂型铸造。
材料选择:为什么 ABS+PC 需要精密模具
快充主流材料是ABS+PC共混材料,兼顾韧性和阻燃性,但收缩率极难控制。
顶级供应商在模具设计中补偿特定材料的收缩。下表总结了2026年各种充电器功率级别的推荐模具钢:
| 充电器功率范围 |
推荐模具钢材 |
预期模具寿命(循环) |
表面光洁度兼容性 |
核心优势 |
30W–65W (GaN) |
718H / S136 |
300,000–500,000 |
高光/细腻纹理 |
平衡成本和耐用性 |
100W–240W (PD 3.1) |
S136(强化) |
1,000,000+ |
镜面/超细纹理 |
热稳定性高,耐腐蚀 |
汽车/定制 |
H13 钢 |
500,000+ |
哑光/图案 |
耐高温疲劳,非常适合厚壁 |
模流分析在防止缩痕方面的重要性
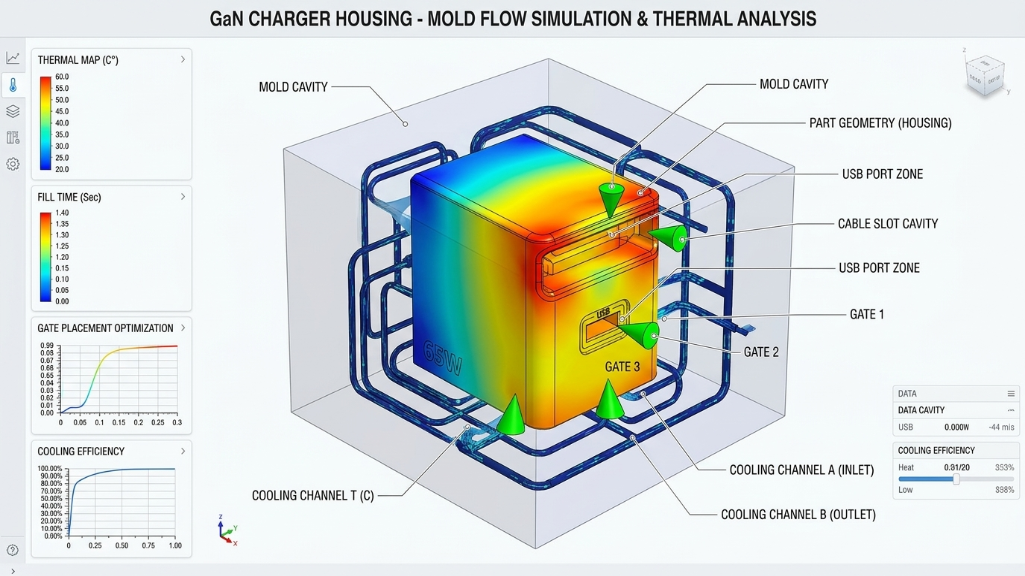
不要等到 T1 原型才发现问题。在 AOVOLT,我们的工作流程要求在快速原型制作后进行严格的模流模拟:
耐用性设计:确保可折叠插头插入次数超过 50,000 次
可折叠插头在美国和欧洲市场备受青睐。许多工厂在电子产品精密加工过程中忽视了金属塑料公差对齐。即使是 0.03 毫米的错位也会在仅 5,000 次折叠周期后使插头松动。
【AOVOLT核心优势】设计与制造的无缝融合
作为一名行业资深人士,我知道当设计和制造孤立时是多么痛苦。 AOVOLT 从一开始就深度参与 DFM(制造设计)。
最小化公差:紧凑型 GaN 充电器的超薄壁
2026 年趋势较小。外壳厚度从 2.0 毫米降至 1.2-1.0 毫米。这对注射压力、模具排气和型腔强度提出了挑战。使用高精度 CNC 和慢走丝 EDM,即使在超薄壁上,我们也能保持结构 IK 级抗冲击性。
| 设计参数 |
传统工厂 |
AOVOLT 优化 |
对产品的直接影响 |
平均壁厚 |
1.8–2.2mm |
1.0–1.5mm |
体积减少 15–20%,热路径更短 |
容差控制 |
±0.15mm |
±0.03mm |
消除 GaN 设计中的内部堆叠应力 |
型腔布局 |
12 或 14 |
高效多腔 |
生产率提高 40%,单位研发成本降低 |
表面处理选项:从高光到防刮纹理

优质的外观来自最终的表面处理。无论是寻求极高的透明度还是防刮激光蚀刻纹理,模具表面光洁度决定了产量。在 AOVOLT,OEM/ODM 充电器外壳集成了纳米级涂层和微米级激光蚀刻,无需额外的喷涂工艺即可提供碳纤维或陶瓷般的触感。这种方法减少了缺陷,并将战略合作伙伴与普通工厂区分开来。
与模具制造商合作之前的基本清单
如果您持有报价,请不要只关注底线。作为 B2B 买家,您购买的是未来的生产稳定性,而不是钢铁。
评估内部工具与外包生产
许多贸易支持的工厂将模具外包给小商店,导致交货时间难以预测。如果 T1 测试发现干扰问题,外包模具和注塑车间之间的相互指责可能会让您损失四分之一的销售额。在 AOVOLT,模具和注塑位于同一地点,因此可以在 24 小时内对钢材实施 ECN 更改。
质量控制协议:CMM 检验和 T1 样品测试
专业模具厂遵循数据驱动的QC流程:
CMM 扫描:对每个型芯和型腔进行全面扫描,以确保符合几何公差。
T1–T3测试:T1结构,T2外观,T3量产稳定性。承诺立即 T1 发货的工厂往往忽视模具的长期耐用性。
可扩展性:工厂能否满足全球大批量需求?
初始订单可能是 5,000 件,但如果需求跃升至 500,000 件怎么办?一开始的多型腔模具设计决策(1 对 2 与 1 对 8)直接影响单位边际成本。
[AOVOLT 核心优势] 为您的供应链提供面向未来的保障
定制不仅仅限于塑料外壳。我们的核心优势在于共同设计PCBA和模具。
环保充电器材料的可持续加工实践
随着欧盟环境法规更加严格,需要使用 PCR(消费后回收)塑料。 PCR 的行为与原始材料不同。 AOVOLT 工程师在模具设计过程中模拟 PCR 填充行为,即使使用环保塑料也能确保强大的抗跌落性能。
快速响应维护:保证生产零停机
模具磨损。大多数工厂只在生产停止后才进行维修。 AOVOLT 的预防性维护计划每 100,000 个周期进行一次精确维修,支持 2026 年 99.8% 的准时交付率。
常见问题解答 – B2B 买家的重要见解
Q1: 你们的定制模具是否符合全球安全认证?
是的。我们确保符合 UL 62368-1 和 IEC 60335 标准的适当爬电距离和间隙,保证在首次第三方测试中达到 UL94-V0 阻燃性和壁厚合规性。
问题 2:如何确保与 PD 3.1 和其他快速充电 PCBA 的兼容性?
我们与热图共同设计模具,以定位通风口和支撑柱,防止紧凑外壳中过热。
Q3:最小订购量 (MOQ) 是多少?
我们建议使用 5,000 多个单位的模具,但对于高潜力的初创企业,可以使用铝或软钢模具进行快速原型设计以进行市场验证。
Q4:定制充电器外壳交付需要多长时间?
从 DFM 批准到 T1 抽样通常需要 25–30 天;复杂的 GaN 多端口或显示屏充电器可能需要长达 40 天的时间。我们提供完全透明的里程碑报告。
Q5:你们能处理金属嵌件或包覆成型吗?
可以。触感柔软的TPE+PC或嵌入式金属装饰等技术已完全成熟,改善了人体工程学和视觉识别度。
结论:采取战略举措
在2026年快充竞赛中,速度很重要,但稳定的供应链更重要。糟糕的模具设计可能会节省数千美元的前期费用,但装配公差、热风险和品牌损害会带来指数级更高的成本。
选择定制充电器模具厂就是寻找一个懂技术、懂市场趋势、懂风险的合作伙伴。 AOVOLT 将精密模具与先进的电源管理相结合,消除生产复杂性,让您专注于品牌发展。
从工业设计、模具制造、PCBA集成到组装,我们提供的不仅仅是一个外壳,我们还提供通往全球市场的门户。如果您正在规划下一个高性能 GaN 充电器或寻求弹性 OEM/ODM 框架,那么今天就可以开始将想法变为现实的对话。
参考文献:
IEC62368-1:消费电子产品安全标准
UL62368-1 Ed4-2025:美国协调安全要求
专家贡献者
王艾比
ESC创始人| 13年以上手机配件经验
凭借在移动配件行业超过 13 年的深厚专业知识,我的职业生涯不仅仅是销售产品,而是弥合复杂技术和不断变化的市场需求之间的差距。 2022年,我创立了深圳ESC科技,并推出了ESC,这个品牌的原则是:“永远在线,无限时间的价值”。我的经历包括与 50 个国家 的 150+ 主要客户合作,专门从事高风险谈判和长期客户管理。我的方法与众不同之处在于技术熟练程度和市场直觉的罕见结合。在 ESC,我们不只是满足需求;我们还致力于满足需求。我们预料到了。我们的使命是通过创建价值驱动的解决方案来引领市场,使我们的全球合作伙伴能够在快节奏的数字环境中保持领先地位。让我们连接起来,为移动能源的未来提供动力。
查看 YouTube 简介→精选博客