As we step into 2026, the rapid adoption of Gallium Nitride (GaN) technology and the race for ultra-high power density has pushed the global fast-charging market into a “millimeter-level” competition. If you still think a customized charger mold factory is just an OEM, that outdated perception could cost your brand the entire game during the T1 testing phase.
Today’s B2B buyers no longer focus solely on unit price. They care about how, under high-cavity mold designs, each housing’s ultrasonic welding compatibility can maintain an error margin within ±0.05mm. This isn’t just cosmetic—it directly affects airflow, structural strength, and thermal management for 240W or even 300W chargers. The takeaway is clear: the precision of your mold determines both your product’s maximum power output and your brand’s premium positioning.
Common Challenges in Custom Charger Housing Development

After 15 years in the consumer electronics circle, I’ve seen many brands cut mold costs by a few thousand dollars, only to pay for it in costly returns. Charger housings seem simple but are fraught with hidden challenges.
Material Stress & Warpage: Modern fast chargers stack internal components densely. Any uneven wall thickness leads to stress concentrations during molding. Typical pain points include rough parting lines and sink marks.
Sink Marks & Deformation: Particularly for PC flame-retardant materials, poor mold cooling design can cause visible surface depressions—a fatal flaw for premium GaN chargers.
Flash: Selecting the wrong mold steel or insufficient machining accuracy can result in excess material spilling out at the seams, often before even reaching 50,000 cycles.
Assembly Compatibility Issues: Many molds fail to consider later automated assembly pick points, driving up labor costs during assembly. Offering you Private Mold Power Bank 2026: B2B Growth and Purchasing Guide.
How High-Precision Tooling Affects Your Brand Perception
Premium feel is tactile. Fine matte textures or mirrored finishes rely entirely on the precision of EDM (Electrical Discharge Machining). A top-tier mold factory uses mold flow analysis to predict bubbles and parting lines before production begins.
If you aim to create foldable plugs, tolerances for hinge positions are even stricter—too loose feels cheap, too tight makes user operation frustrating.
Key Technical Standards of a Premium Charger Mold Factory
We’re talking about industrial-grade precision molds capable of supporting millions of units—not workshop-level sand casting.
Material Selection: Why ABS+PC Requires Precision Tooling
The mainstream material for fast chargers is an ABS+PC blend, balancing toughness and flame retardancy, but shrinkage is extremely difficult to control.
Top suppliers compensate for material-specific shrinkage in the mold design. The following table summarizes recommended mold steels for various charger power levels in 2026:
| Charger Power Range | Recommended Mold Steel | Expected Mold Life (Cycles) | Surface Finish Compatibility | Core Advantage |
|---|---|---|---|---|
| 30W–65W (GaN) | 718H / S136 | 300,000–500,000 | High-gloss / Fine texture | Balanced cost and durability |
| 100W–240W (PD 3.1) | S136 (Hardened) | 1,000,000+ | Mirror / Ultra-fine texture | High thermal stability, corrosion-resistant |
| Automotive / Custom | H13 Steel | 500,000+ | Matte / Patterned | High-temperature fatigue resistance, ideal for thick walls |
The Importance of Mold Flow Analysis in Preventing Sink Marks
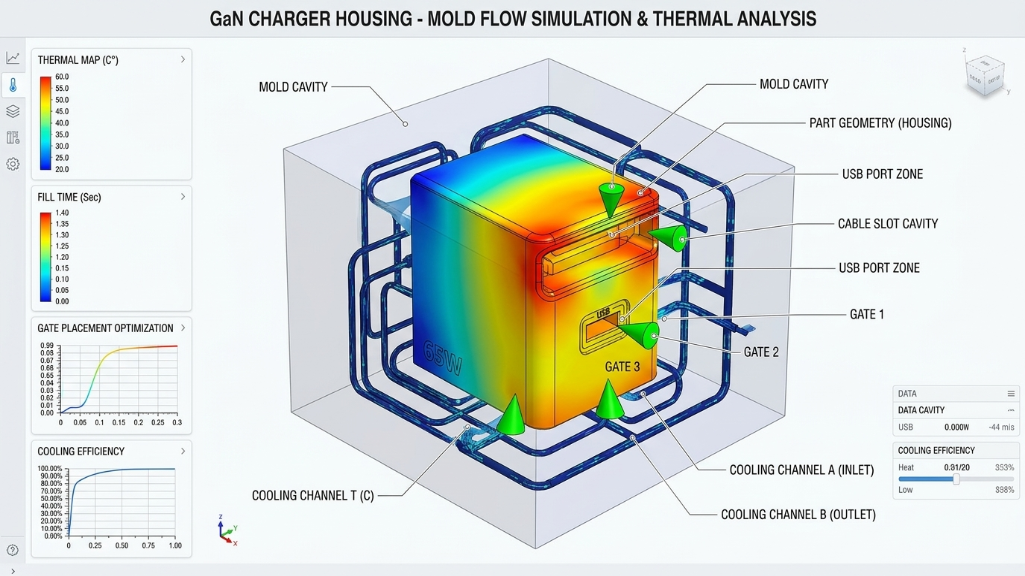
Don’t wait until the T1 prototype to discover issues. At AOVOLT, our workflow mandates rigorous mold flow simulation after rapid prototyping:
-
Gate Placement Optimization: Ensures uniform filling, avoiding marks on large flat surfaces.
-
Air Trap Analysis: Prevents localized burning in compact high-power charger cavities.
-
Cooling Balance: Shortens cycle time, directly reducing per-unit costs.
Designing for Durability: Ensuring 50,000+ Insertions for Foldable Plugs
Foldable plugs are highly favored in the U.S. and European markets. Many factories overlook metal-plastic tolerance alignment during precision tooling for electronics. Even a 0.03mm misalignment can loosen the plug after just 5,000 fold cycles.
[AOVOLT Core Advantage] The Seamless Integration of Design and Manufacturability
As an industry veteran, I know how painful it is when design and manufacturing are siloed. AOVOLT implements deep DFM (Design for Manufacturing) involvement from the start.
Minimizing Tolerance: Ultra-Thin Walls for Compact GaN Chargers
The 2026 trend is smaller. Shell thicknesses are being pushed from 2.0mm down to 1.2–1.0mm. This challenges injection pressure, mold venting, and cavity strength. Using high-precision CNC and slow-wire EDM, we maintain structural IK-grade impact resistance even at ultra-thin walls.
| Design Parameter | Traditional Factory | AOVOLT Optimized | Direct Impact on Product |
|---|---|---|---|
| Average Wall Thickness | 1.8–2.2mm | 1.0–1.5mm | Volume reduced 15–20%, shorter thermal paths |
| Tolerance Control | ±0.15mm | ±0.03mm | Eliminates internal stacking stress in GaN designs |
| Cavity Layout | 12 or 14 | High-efficiency multi-cavity | 40% higher productivity, lowers R&D cost per unit |
Surface Treatment Options: From High-Gloss to Anti-Scratch Textures

Premium appearance comes from the final surface process. Whether seeking extreme transparency or scratch-resistant laser-etched textures, mold surface finish determines yield. At AOVOLT, OEM/ODM charger housings integrate nano-level coatings and micron-level laser etching, delivering carbon fiber or ceramic-like tactile feel without additional spray processes. This approach reduces defects and differentiates strategic partners from ordinary factories.
Essential Checklist Before Partnering with a Mold Manufacturer
If you’re holding a quote, don’t just focus on the bottom line. As a B2B buyer, you’re purchasing future production stability, not steel.
Evaluating In-House Tooling vs. Outsourced Production
Many trade-backed factories outsource molds to small shops, making lead times unpredictable. If T1 testing finds interference issues, finger-pointing between the outsourced mold and injection shop can cost you a quarter of sales. At AOVOLT, mold and injection are co-located, allowing ECN changes to be implemented on steel within 24 hours.
Quality Control Protocols: CMM Inspection and T1 Sample Testing
Professional mold factories follow data-driven QC processes:
-
CMM Scanning: Every core and cavity is fully scanned to ensure geometric tolerance compliance.
-
T1–T3 Testing: T1 for structure, T2 for appearance, T3 for mass production stability. Factories promising immediate T1 shipments often disregard long-term mold durability.
Scalability: Can the Factory Handle High-Volume Global Demands?
Initial orders may be 5,000 units, but what if demand jumps to 500,000? Multi-cavity mold design decisions at the start—1-to-2 versus 1-to-8—directly affect per-unit marginal costs.
[AOVOLT Core Advantage] Future-Proofing Your Supply Chain
Customization goes beyond plastic shells. Our core strength lies in co-designing PCBA and molds.
Sustainable Tooling Practices for Eco-Friendly Charger Materials
With stricter EU environmental regulations, PCR (post-consumer recycled) plastics are required. PCR behaves differently than virgin materials. AOVOLT engineers simulate PCR filling behavior during mold design, ensuring robust drop resistance even with eco-friendly plastics.
Rapid Response Maintenance: Guaranteeing Zero Production Downtime
Molds wear out. Most factories repair only after production stops. AOVOLT’s preventive maintenance schedules precise servicing every 100,000 cycles, supporting a 99.8% on-time delivery rate in 2026.
FAQ – Critical Insights for B2B Buyers
Q1: Do your custom molds meet global safety certifications?
Yes. We ensure proper creepage distance and clearance per UL 62368-1 and IEC 60335, guaranteeing UL94-V0 flame retardancy and wall thickness compliance on first third-party test.
Q2: How do you ensure compatibility with PD 3.1 and other fast-charging PCBA?
We co-design molds with thermal maps to position vents and support pillars, preventing overheating in compact enclosures.
Q3: What is the minimum order quantity (MOQ)?
We recommend molds tied to 5,000+ units, but for high-potential startups, rapid prototyping using aluminum or soft steel molds is available for market validation.
Q4: How long does custom charger housing delivery take?
Typically 25–30 days from DFM approval to T1 sampling; complex GaN multi-port or display chargers may take up to 40 days. We provide milestone reporting for full transparency.
Q5: Can you handle metal inserts or overmolding?
Yes. Techniques like soft-touch TPE+PC or embedded metal decorations are fully matured, improving ergonomics and visual identity.
Conclusion: Making the Strategic Move
In the 2026 fast-charging race, speed matters, but a stable supply chain matters more. Poor mold design may save a few thousand dollars upfront, but assembly tolerances, thermal risks, and brand damage carry exponentially higher costs.
Choosing a customized charger mold factory is about finding a partner who understands technology, market trends, and risk. AOVOLT integrates precision molds with advanced power management, removing production complexity and letting you focus on brand growth.
From industrial design, mold fabrication, PCBA integration, to assembly, we provide more than a shell—we provide a gateway to the global market. If you’re planning your next high-performance GaN charger or seeking a resilient OEM/ODM framework, the conversation on turning ideas into reality can start today.
References: